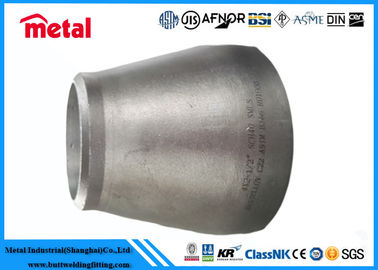
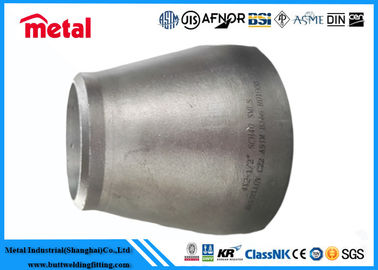
Khớp nối hàn mông Thép không gỉ siêu kép UNS S32750 Bộ giảm tốc lệch tâm 1 * 3/4 ASME B16.9
Bộ giảm tốc lệch tâm đề cập đến các ống có đường kính khác nhau mà tâm không nằm trên
cùng một dòng, và ống vớitâm trên cùng một đường thẳng gọi là tâm
bộ giảm tốc.Các quy trình tạo hình thường được sử dụng là thu nhỏđúc, mở rộng
đúc hoặc thu nhỏ và mở rộng khuôn, và dập cũng có thể được sử dụng cho một số
thông số kỹ thuật của các đường ống có đường kính khác nhau.Ứng dụng của bộ giảm tốc lệch tâm Đầu phun
đường kính của hai đầu của bộ giảm tốc lệch tâm là khác nhau, vì vậy nó được sử dụng để kết nối
các phụ kiện đường ống hoặc mặt bích có đường kính khác nhau để thay đổi đường kính.ống với khác nhau
đường kính lệch tâm ở hai đầu miệng, tâm đường tròn trùng nhau
trục, khi đường kính ống được tính với trục, vị trí của ống vẫn còn
không thay đổi, thường được sử dụng để thay đổi đường kính ống dẫn khí hoặc chất lỏng thẳng đứng.
Độ tròn của bộ giảm tốc không được lớn hơn 1% đường kính ngoài của
đầu tương ứng, và độ lệch cho phép là ±3mm.Vật liệu giảm tốc thực hiện
SY/T5037, GB/T9711, GB/T8163, Tiêu chuẩn Mỹ ASTM A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN Đức Tiêu chuẩn và khách hàng
tiêu chuẩn yêu cầu
Hộp giảm tốc (đầu lớn và đầu nhỏ) là một loại phụ kiện đường ống được sử dụng để giảm đường ống.sự hình thành
quy trình thường được sử dụng là ép giảm đường kính, ép mở rộng hoặc đường kính
giảm cộng với nhấn mở rộng, và dập cũng có thể được sử dụng cho một số thông số kỹ thuật
của bộ giảm tốc.
Một.Thu hẹp / mở rộng hình thành
Quá trình tạo hình thu nhỏ của bộ giảm tốc là đặt ống trống bằng đường kính của
đầu lớn của bộ giảm tốc vào khuôn tạo hình và kim loại di chuyển dọc theo khoang khuôn
và co lại và hình thành bằng cách nhấn nó dọc theo hướng trục của ống trống.Theo
theo kích thước đường kính của bộ giảm tốc, nó được chia thành một lần ép hoặc nhiều lần
ép tạo hình.Hình dưới đây cho thấy sơ đồ của đường kính giảm
hình thành các bộ giảm tốc đồng tâm.
Hình thành mở rộng đường kính là việc sử dụng các khoảng trống ống nhỏ hơn đường kính của ống lớn
phần cuối của bộ giảm tốc và đường kính trong của ống trống được mở rộng dọc theo bên trong
đường kính của phôi ống với khuôn dập bên trong.Quá trình mở rộng đường kính
chủ yếu giải quyết tình trạng bộ giảm tốc có đường kính lớn không dễ hình thành
bằng cách co lại, và đôi khi theo nhu cầu tạo hình của vật liệu và sản phẩm,
phương pháp mở rộng đường kính và giảm đường kính được kết hợp.
Trong quá trình thu nhỏ hoặc mở rộng, ép biến dạng đường kính, theo
vật liệu khác nhau và thay đổi đường kính, nó được xác định sử dụng ép lạnh hoặc ép nóng.
Trong trường hợp bình thường, ép nguội được sử dụng càng nhiều càng tốt, nhưng ép nóng
nên được sử dụng cho công việc nặng nhọc do nhiều bộ giảm tốc gây ra, độ dày thành dày
hoặc vật liệu thép hợp kim.
b.dập hình thành
Ngoài việc sử dụng ống thép làm nguyên liệu sản xuất hộp giảm tốc, một số thông số kỹ thuật
của bộ giảm tốc cũng có thể được sản xuất bằng cách dập và tạo thành các tấm thép.hình dạng của
khuôn được sử dụng để kéo dài được thiết kế theo kích thước của bề mặt bên trong của bộ giảm tốc,
và tấm thép sau khi đột dập được khuôn dập và kéo căng.



 Vietnamese
Vietnamese